 SA
SA  英语
英语 俄语
俄语 韩语
韩语 阿拉伯语
阿拉伯语 土耳其语
土耳其语
الصفحة الأمامية / الإخبارية / أدوات التثبيت ذاتية التثبيت: كيف تعمل، وأي نوع يجب استخدامه، وكيفية تحديدها بشكل صحيح



نرحب بكم للاتصال بنا ، ليس فقط موردك الموثوق به ، ولكن أيضًا شريكك التجاري الجدير بالثقة.
 +(86) -133 8863 9264
+(86) -133 8863 9264
May 06,2026

Apr 29,2026

Content
أدوات التثبيت ذاتية التثبيت عبارة عن مكونات أجهزة مصممة بدقة - صواميل، ومسامير، ومواضع، ودبابيس، وحوامل ربط الكابلات - يتم تثبيتها بشكل دائم في صفائح معدنية رفيعة عن طريق الضغط عليها في ثقب مثقوب مسبقًا باستخدام مكبس التثقيب، أو مكبس الشجرة، أو أداة الإدراج الهيدروليكية. على عكس المثبتات الملحومة التي تتطلب حرارة، أو إدراجات لاصقة تعتمد على الروابط الكيميائية، فإن المثبتات ذاتية التثبيت تثبت نفسها ميكانيكيًا من خلال عملية التشكيل على البارد: تعمل حلقة التثبيت المسننة أو المخرشة الخاصة بالمثبت على إزاحة المواد من الورقة إلى أخدود سفلي مصمم خصيصًا عند تطبيق الضغط، مما يؤدي إلى إنشاء وصلة دائمة مثبتة بشكل متساطح لا يمكن تدويرها أو دفعها للخلف خارج اللوحة.
إن فيزياء التركيب الذاتي التثبيت تستحق الفهم لأنها تشرح سبب كون متطلبات العملية غير قابلة للتفاوض. عند تطبيق ضغط الإدخال، يدخل سندان التثبيت المتصلب للمثبت إلى الفتحة المثقوبة، وتقوم هندسة الساق بإزاحة مادة الصفائح الأكثر ليونة إلى الخارج ثم إلى الداخل في الأخدود السفلي أسفل حلقة التثبيت. يتم قفل هذا المعدن المزاح ميكانيكيًا حول الجزء السفلي، مما يؤدي إلى إنشاء مفصل يتم تحديد حمل دفعه للخارج من خلال قوة القص للعمود المعدني المزاح. يجب أن تكون مادة اللوحة أكثر ليونة من مادة التثبيت - عادةً بما لا يقل عن Rockwell B 20 - للسماح بحدوث هذا التشوه البلاستيكي بشكل نظيف دون الارتداد أو الفشل في ملء الجزء السفلي.
والنتيجة هي أداة تثبيت تصبح جزءًا دائمًا من لوحة الصفائح المعدنية، متسقة مع سطح واحد أو فخورة به قليلاً، مما يوفر نقطة اتصال ملولبة أو غير ملولبة عالية الجودة يمكن استخدامها مع أي مثبت تزاوج قياسي. تم تطوير تقنية التثبيت الذاتي وحصلت على براءة اختراع من قبل شركة Penn Engineering (العلامة التجارية PEM) في الأربعينيات من القرن العشرين، وأصبحت منذ ذلك الحين طريقة تركيب قياسية عالمية لتجميعات الصفائح المعدنية عبر الإلكترونيات والاتصالات السلكية واللاسلكية والسيارات والفضاء وتصنيع المعدات الصناعية، مع العشرات من الشركات المصنعة التي تنتج خطوط إنتاج متوافقة تحت أسماء تجارية بما في ذلك Sherex وWurth وOptimas وBollhoff.
ال قفل التثبيت الذاتي تغطي العائلة نطاقًا واسعًا من الأنواع الوظيفية، كل منها مصمم لحل حاجة ميكانيكية محددة في تجميعات الصفائح المعدنية. يؤدي تحديد النوع الصحيح قبل تحديد حجم الخيط أو المادة إلى حفظ عملية إعادة العمل بشكل كبير ويضمن أن أداة التثبيت المثبتة تؤدي فعليًا وظيفتها المقصودة في المنتج المجمع.
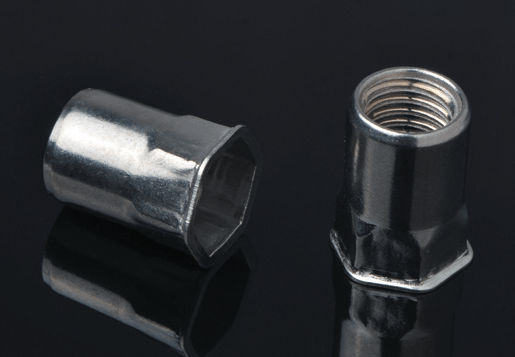
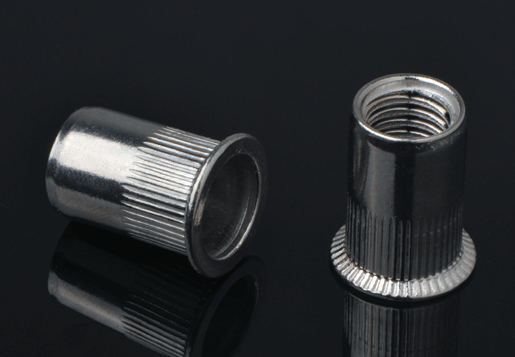
تعتبر المكسرات ذاتية التثبيت — والتي تسمى أيضًا صواميل التثبيت أو صواميل PEM — هي النوع الأكثر استخدامًا. يتم تثبيتها في لوحة من جانب واحد وتوفر ثقبًا ملولبًا لمسمار التزاوج أو برغي الماكينة من كلا الجانبين. يقدم الجوز المثبت سطحًا نظيفًا أو متدفقًا أو مرتفعًا قليلاً ومتوافقًا تمامًا مع البراغي القياسية المترية والموحدة. تتوفر صواميل التثبيت في درجة الخيوط القياسية، والخيوط الدقيقة، وخيوط ISO المترية من M2 إلى M12، مما يغطي النطاق الكامل لأحجام أدوات التثبيت المستخدمة في حاويات الصفائح المعدنية، والأقواس، والألواح الهيكلية. يتم استخدامها عندما لا توفر الصفائح المعدنية الرقيقة سمكًا كافيًا للمواد لخيط ملولب يمكن الاعتماد عليه، وهو ما يعني عمليًا أي لوح فولاذي أقل من 3 مم وأي لوح ألومنيوم أقل من 5 مم.
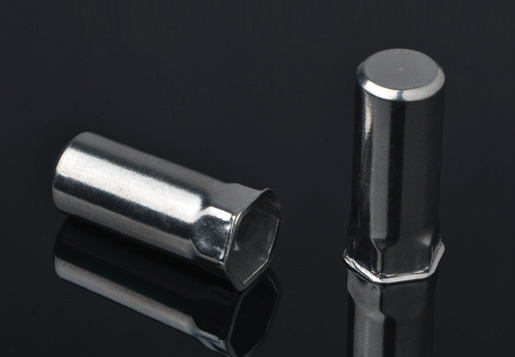
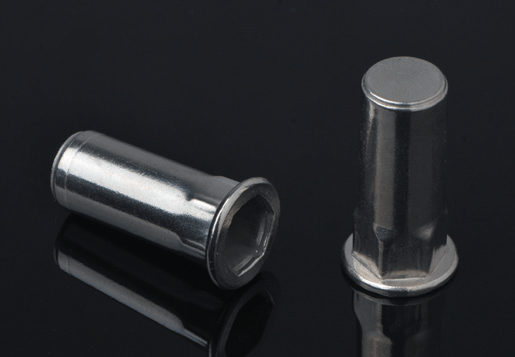
يتم تثبيت المسامير ذاتية التثبيت بشكل دائم في لوحة مع مسمار ملولب بارز من وجه التثبيت، مما يوفر عمودًا ملولبًا ثابتًا يقبل الجوز على الجانب الآخر. إنها تلغي الحاجة إلى تثبيت مسمار ثابت أثناء ربط الصمولة على الوجه المعاكس - يتم تثبيت المسمار على اللوحة ولا يمكن تدويره، لذلك لا يتطلب التجميع سوى صمولة ومفتاح ربط على جانب واحد. تُستخدم مسامير التثبيت لتركيب المكونات في حاويات الإلكترونيات، ولربط اللوحات بإطارات الهيكل، ولأي تجميع حيث يلزم وجود خيط خارجي دائم في مكان لا يمكن الوصول فيه إلى الجزء الخلفي من اللوحة أثناء التجميع النهائي. وهي متوفرة في متغيرات الخيط الكامل والخيط الجزئي وبأطوال تتراوح من 4 مم إلى 50 مم لمعظم أحجام الخيوط الشائعة.
مواجهات التثبيت الذاتي عبارة عن فواصل أسطوانية مجوفة أو غير مترابطة يتم تثبيتها بشكل دائم في اللوحة وتوفر فصلًا محددًا وثابتًا بين اللوحة ومكونًا ثانيًا - عادةً ما تكون لوحة دوائر مطبوعة أو لوحة غطاء أو لوحة هيكل مكدسة. إنها ضرورية في تجميع الإلكترونيات لتركيب PCB، حيث يؤدي الحفاظ على فجوة دقيقة ومتسقة بين اللوحة والهيكل المعدني إلى منع حدوث دوائر قصيرة، ويسمح بتدفق الهواء للتبريد، ويوفر الدعم الهيكلي الذي يمنع انثناء PCB أثناء التجميع والاهتزاز أثناء الخدمة. تتوفر مواجهات التثبيت في كل من تكوينات الذكر (الخيط الخارجي) والأنثى (الخيط الداخلي)، مما يسمح بتوصيل المكون الثاني إما بصامولة أو برغي وفقًا لمتطلبات الوصول إلى التجميع.
إلى جانب أنواع الصمولة الأساسية والمسمار والمواجهة، تشتمل عائلة التثبيت الذاتي على ألواح صامولة عائمة (والتي تسمح بحركة جانبية محدودة لاستيعاب اختلال الثقب أثناء التجميع)، ومسامير قفل لتطبيقات المحاذاة والتمحور، وأقواس الزاوية اليمنى لتركيب المكونات بشكل عمودي على مستوى اللوحة، وحوامل ربط الكابل مثبتة بشكل دائم في اللوحة لتوجيه الأسلاك النظيفة، وأجهزة الوصول ذاتية التثبيت بما في ذلك البراغي المقيدة والمثبتات ربع دورة لتطبيقات اللوحة القابلة للإزالة. يحل كل نوع متخصص تحديًا محددًا في التجميع مع نفس الميزة الأساسية مثل الأنواع الأساسية - التثبيت الدائم وعالي القوة في صفائح معدنية رقيقة من جانب واحد فقط، بدون لحام أو مواد لاصقة أو تشطيب ما بعد التثبيت.
ال fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
إن التثبيت الذاتي في الفولاذ المقسى، أو صفائح الفولاذ المقاوم للصدأ التي تزيد عن 300 سلسلة، أو المعادن الصلبة الأخرى إما غير ممكن أو ينتج تركيبات ذات أداء منخفض بشكل كبير مقارنة بالقيم المقدرة. بالنسبة للتطبيقات التي تتطلب مثبتات في مواد صفائح أكثر صلابة، يجب استخدام تقنيات بديلة - صواميل اللحام، أو صواميل البرشام العمياء، أو الإدخالات المرتبطة بمادة لاصقة - بدلاً من ذلك. يعد هذا أحد أكثر أخطاء المواصفات شيوعًا التي يتم مواجهتها عندما يعتمد المهندسون أدوات التثبيت ذاتية التثبيت لأول مرة: تطبيقها على حاويات الفولاذ المقاوم للصدأ دون التحقق من صلابة الصفائح مقابل متطلبات صلابة أدوات التثبيت.
| مادة الورقة | صلابة نموذجية | مواد التثبيت المتوافقة | التثبيت الذاتي مناسب؟ |
|---|---|---|---|
| فولاذ معتدل / منخفض الكربون (CR، HR) | HRB 40-80 | الكربون الصلب، الفولاذ المقاوم للصدأ | نعم – مثالي |
| سبائك الألومنيوم (1xxx، 3xxx، 5xxx، 6061) | إتش آر بي 25-65 | الكربون الصلب، الفولاذ المقاوم للصدأ, aluminum (special) | نعم - مع درجة التثبيت الصحيحة |
| ورقة النحاس / النحاس | HRB 30-70 | الفولاذ المقاوم للصدأ، الصلب | نعم - مع فارق صلابة مناسب |
| الفولاذ المقاوم للصدأ الأوستنيتي (304، 316) | إتش آر بي 75-95 | الفولاذ المقسى فقط | هامشي - التحقق من الصلابة؛ النظر في البدائل |
| فولاذ مقوى/عالي القوة | لجنة حقوق الإنسان 25 | لا شيء عملي | لا - استخدم صواميل اللحام أو صواميل البرشام العمياء |
بالنسبة لتجميعات صفائح الألومنيوم، يتم تثبيت أدوات التثبيت الفولاذية القياسية ذاتية التثبيت بشكل صحيح وتوفر أحمال سحب عالية لأن فرق الصلابة بين أدوات التثبيت الفولاذية الصلبة وسبائك الألومنيوم الناعمة أكثر من كافٍ. إن سؤال التوافق الجلفاني منفصل عن سؤال توافق التثبيت - حيث أن صامولة التثبيت الفولاذية المثبتة في لوحة الألومنيوم سوف تثبت بشكل موثوق ولكنها قد تسبب تآكلًا كلفانيًا في الواجهة في بيئات الخدمة الرطبة أو الرطبة. بالنسبة لألواح الألومنيوم في البيئات المسببة للتآكل، حدد مثبتات ذاتية التثبيت من الفولاذ المقاوم للصدأ أو مثبتات ذاتية التثبيت من الألومنيوم حيثما كان ذلك متاحًا، وتحقق من أن المنتجات الخاصة بجوز الألومنيوم المصممة لتركيب الألومنيوم (والتي تستخدم جسم تثبيت أكثر ليونة للحفاظ على تفاضل الصلابة) تستخدم في درجة سبائك الصفائح المحددة.

يتمتع كل مثبت ذاتي التثبيت بحد أدنى لسماكة الورقة، حيث لا يمكن لعملية التثبيت أن تنتج قفلًا ميكانيكيًا موثوقًا به، كما أن سمك الورقة الموصى به يتم عنده تحسين الأداء. هذه الحدود ليست إرشادات - فتركيب أداة التثبيت ذاتية التثبيت في طبقة أرق من الحد الأدنى سيؤدي إلى تركيب يبدو مكتملًا ولكنه يقلل بشكل كبير من سعة التحميل القابلة للسحب والدفع للخارج، وعادةً ما يفشل في جزء صغير من الأداء المقدر.
يبلغ الحد الأدنى لسماكة الصفيحة للصواميل ذاتية التثبيت في الفولاذ عادةً 0.5-0.8 مم لأحجام الخيوط M2-M3، وتزيد إلى 1.2-1.6 مم لأحجام M6-M8. يتم تحديد الحد الأدنى للسمك من خلال حجم المادة التي يجب أن تتدفق بشكل بلاستيكي إلى الأخدود السفلي لتحقيق حمل السحب المقدر - ورقة رقيقة جدًا ولا يوجد ببساطة ما يكفي من المواد لملء الجزء السفلي بشكل مناسب. يتم أيضًا تحديد الحد الأقصى لسماكة الورقة، والتي فوقها لا يبرز جسم التثبيت بعيدًا بدرجة كافية من خلال الورقة لتعشيق سندان التثبيت بشكل صحيح. إن مفهوم نطاق القبضة من صواميل البرشام العمياء له ما يعادله في التثبيت الذاتي: كل منتج مصمم لنافذة ذات سمك محدد للوح، والبقاء داخل تلك النافذة ضروري للأداء.
تتطلب أدوات التثبيت ذاتية التثبيت ثقبًا دائريًا نظيفًا بقطر دقيق - يكون قطر فتحة التثبيت أكثر إحكامًا من حيث التسامح مع الحفر النموذجي، والذي يتم تحديده عادةً بـ ± 0.05 مم أو أفضل. تُفضل الثقوب المثقوبة بشدة على الثقوب المحفورة لتركيبات التثبيت الذاتي للإنتاج لأن التثقيب ينتج ثقبًا نظيفًا ودقيق الحجم باستمرار بمعدلات إنتاج عالية، مع عدم وجود نتوءات على جانب دخول المثقاب (الجانب الذي يتم تثبيت المثبت منه) عندما يتم ضبط خلوص التثقيب والقالب بشكل صحيح. يمكن استخدام الثقوب المحفورة في النماذج الأولية والأعمال ذات الحجم المنخفض ولكنها تتطلب إزالة الأزيز على كلا الوجهين والتحكم الدقيق في القطر لضمان وقوعها ضمن نافذة التسامح الضيقة التي يتطلبها المثبت. أصبحت الثقوب المقطوعة بالليزر شائعة بشكل متزايد وتنتج دقة قطر ممتازة، ولكن قد تحتوي على منطقة متأثرة بالحرارة قليلاً عند حافة القطع مما يقلل من ليونة المادة عند جدار الثقب - تحقق من خلال اختبار التثبيت قبل الالتزام بفتحات القطع بالليزر لتطبيقات التثبيت الذاتي للإنتاج.
يتم تثبيت أدوات التثبيت ذاتية التثبيت باستخدام سندان تثبيت مسطح وسلس - إما في مكبس المقعد، أو مكبس الشجرة، أو مكبس الإطار C، أو مكبس التثقيب الإنتاجي - الذي يطبق قوة ضغط متعامدة على سطح اللوحة. يلامس السندان رأس التثبيت بينما تستقر اللوحة على سطح دعم مسطح مع بروز ساق التثبيت من خلال الفتحة المُجهزة. عندما تغلق المكبس، يتم دفع المثبت إلى داخل الورقة وتقوم حلقة التثبيت بتشويه مادة الصفيحة إلى الأخدود السفلي بضربة واحدة ناعمة.
ال installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
في تصنيع الصفائح المعدنية ذات الحجم الكبير - تصنيع أرفف الخادم، وإنتاج مكونات جسم السيارة، وتصنيع أغلفة الإلكترونيات - يتم تثبيت أدوات التثبيت ذاتية التثبيت تلقائيًا باستخدام آلات تغذية وإدراج مخصصة أو وحدات إدخال مدمجة في أدوات الضغط المثقوبة. تستخدم آلات الإدخال الأوتوماتيكية مغذيات الوعاء أو عبوات الأشرطة والبكرات لتوجيه وتغذية أدوات التثبيت الفردية إلى رأس الإدخال بمعدلات مئات الأجزاء في الدقيقة، مع أنظمة مراقبة الرؤية أو القوة لاكتشاف أدوات التثبيت التي تم تحميلها بشكل خاطئ أو المفقودة ورفض الألواح التي بها عيوب التثبيت قبل المضي قدمًا في عملية التجميع. تقدم بعض الشركات المصنعة لمكابس التثقيب أدوات إدخال ذاتية التثبيت تعمل على تثبيت أدوات التثبيت في نفس شوط الضغط مثل عملية ثقب الثقب، مما يؤدي إلى إلغاء خطوة إدخال منفصلة تمامًا وتحقيق صفر وقت دورة إضافي لتركيب أدوات التثبيت.
بالنسبة لبيئات الإنتاج المرنة التي تتعامل مع أنواع متعددة من المنتجات، يتزايد اعتماد أنظمة التثبيت الروبوتية ذاتية التثبيت باستخدام الروبوتات التعاونية (الروبوتات التعاونية) المجهزة بمؤثرات نهائية للإدخال. يمكن برمجة هذه الأنظمة لأنواع مختلفة من أدوات التثبيت وتخطيطات الألواح دون استخدام أدوات صلبة مخصصة، مما يوفر اتساق التثبيت للمعدات الآلية مع مرونة التشغيل اليدوي - وهو مزيج مقنع لمصنعي الصفائح المعدنية المتعاقدين الذين يتعاملون مع أعمال عالية المزيج ومتوسطة الحجم.
يتميز أداء أداة التثبيت ذاتية التثبيت بثلاث قيم حمل تحدد معًا مقاومة أداة التثبيت للقوى التي ستتعرض لها أثناء الخدمة. يعد فهم ما تعنيه كل قيمة وكيفية ارتباطها بظروف تحميل التطبيق أمرًا ضروريًا للتحقق من أن أداة التثبيت ذاتية التثبيت مناسبة لتصميم المفصل.
الse rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
تتنافس أدوات التثبيت ذاتية التثبيت مع صواميل اللحام وصواميل البرشام العمياء في العديد من تطبيقات الصفائح المعدنية، ويعتمد الاختيار الصحيح على المجموعة المحددة من مادة الصفائح، والسمك، وحجم الإنتاج، ومتطلبات تشطيب السطح، وقيود الوصول إلى التجميع. لا توجد تكنولوجيا واحدة متفوقة على مستوى العالم، فكل منها يفوز في سياقات محددة.
توفر صواميل اللحام أعلى قوة مشتركة ولا تتأثر بصلابة الصفائح، ولكنها تتطلب الوصول إلى اللحام من أحد الجانبين أو كليهما، وتعرض الحرارة التي يمكن أن تشوه الألواح الرقيقة وتتلف الطلاءات القريبة، وتتطلب تنظيف ما بعد اللحام وغالبًا ما يتم إعادة تشطيب منطقة اللحام، وإضافة تكلفة عمليات اللحام المؤهلة. إنها الاختيار الصحيح لتطبيقات الفولاذ الهيكلي السميك حيث تتجاوز متطلبات قوة المفاصل ما يمكن أن توفره أدوات التثبيت بالضغط، وللمواد التي لا يكون التثبيت الذاتي فيها ممكنًا. يمكن تثبيت صواميل البرشام المسدودة من خلال الوصول من جانب واحد فقط باستخدام أدوات يدوية أو هوائية بسيطة بدون ضغط، مما يجعلها أكثر تنوعًا للتثبيت الميداني والتطبيقات التحديثية، ولكنها تعتمد على أداة إعداد منفصلة وتترك شفة خارجية تبرز من وجه اللوحة - أقل نظافة من التثبيت المسطح ذاتي التثبيت.
تفوز أدوات التثبيت ذاتية التثبيت عندما يبرر حجم الإنتاج استخدام أدوات الضغط، وعندما يجب الحفاظ على تشطيب سطح اللوحة على كلا الوجهين (بدون تناثر اللحام، ولا توجد شفة خارجية)، وعندما تكون مادة الصفائح ناعمة بدرجة كافية للسماح بالتثبيت، وعندما يمكن إجراء التثبيت قبل طلاء اللوحة أو تجميعها. إنها تنتج تركيبًا أكثر نظافة واحترافية من المكسرات بتصنيفات حمل مكافئة في صفائح الفولاذ والألمنيوم، ويعني عدم وجود أي خيط منفصل للأداة عدم وجود تلف في الشياق لإدارته ولا توجد قيود على عمق مشاركة الخيط من أداة الإعداد. بالنسبة لإنتاج حاويات الصفائح المعدنية كبيرة الحجم - هيكل الخادم، والخزائن الكهربائية، وأقواس السيارات، وأغطية المعدات الطبية - فإن أدوات التثبيت ذاتية التثبيت التي يتم تركيبها بواسطة المعدات الآلية عادةً ما تكون أقل تكلفة إجمالية لكل مفصل بمجرد أن يبرر الحجم الاستثمار في الأدوات.
يعد طلب أدوات التثبيت ذاتية التثبيت دون مواصفات كاملة طريقًا موثوقًا به للحصول على منتج خاطئ - مزيج من نوع التثبيت وحجم الخيط وسمك الورقة وخيارات المواد المتاحة ضمن نطاق الشركة المصنعة الواحدة يصل إلى مئات أرقام الأجزاء الفردية، ويمكن أن تختلف أوصاف الكتالوج التي تبدو متشابهة في تفاصيل الأبعاد الهامة. تتضمن المواصفات الكاملة جميع المعلمات التالية.





حقوق النشر © Steady Industrial Fasteners CO., LTD. All Rights Reserved الصين مكفوفين برشام المكسرات مصنعين مصنع الحسم الذاتي
